
Hello!
This is a story about how we tested the
Laser Solid Laser Cutter-Engraver. Here you will see: the characteristics of the machine, an overview of the test of working with photos and videos, product samples, the pros and cons of the device and the overall impression of working with it.
What is it
LaserSolid 690
Specifications:
- Laser type: CO2
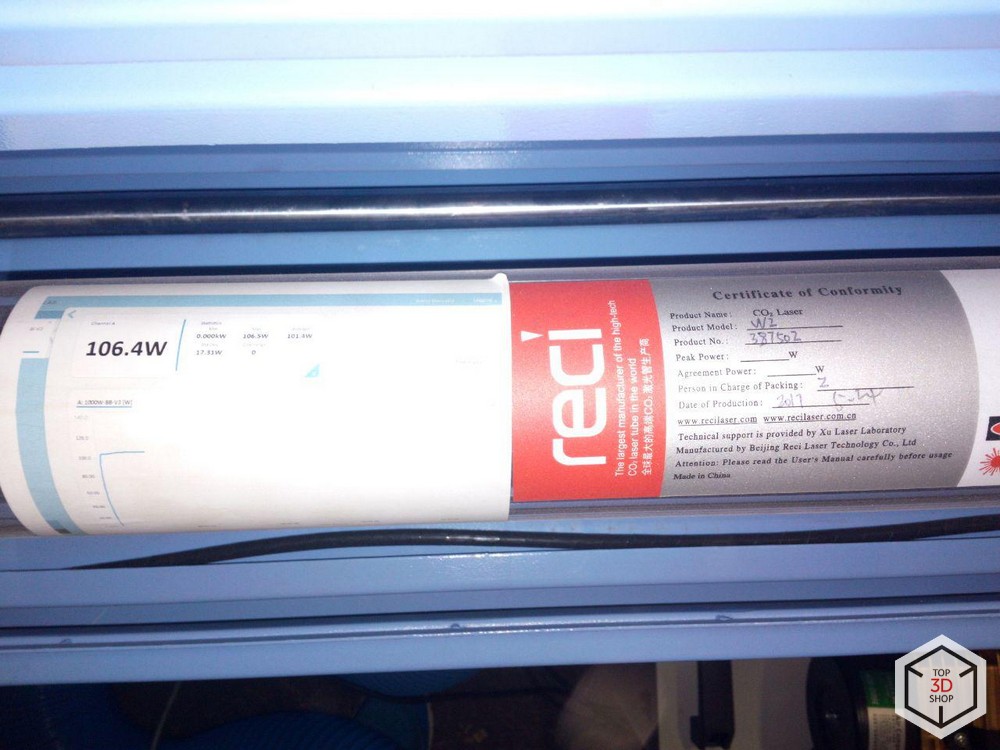
- Power: 60 or 80-100 W (in the test presented at 100 W)
- Size of the working field: 900 x 600 mm
- Dimensions: 1500x1140x1050 mm
- Weight: 300 kg
- Data Port: USB 2.0
- Resolution: 2500 DPI
- Control System: Texas 32 Bit DSP
- Engraving speed: software limited to 250 mm / s, after changing settings it works well to 800 mm / s
- File types: Plt, Dxf, Bmp, Ai, Dst
- Accuracy: 0.01 mm
- Power supply: 110-220-240 V / 50 ~ 60 Hz
- Cooling: water + air
- Motor Type: Stepper
- Price: 384,800 rubles (with Reci W2 80-100W)
LaserSolid 690 - laser cutter and engraver with a working area of 900 by 600 millimeters. It is completed with a 60, 80 or 100 W laser.
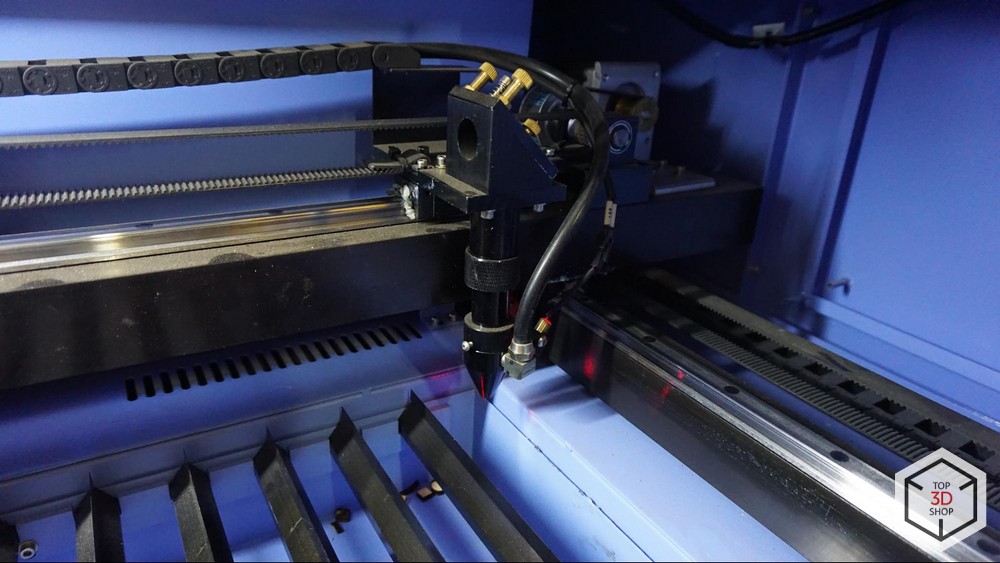
Steel rail guides and stepper motors are designed to ensure accuracy. Also in the photo we see the supply of the cooling system to the radiator.
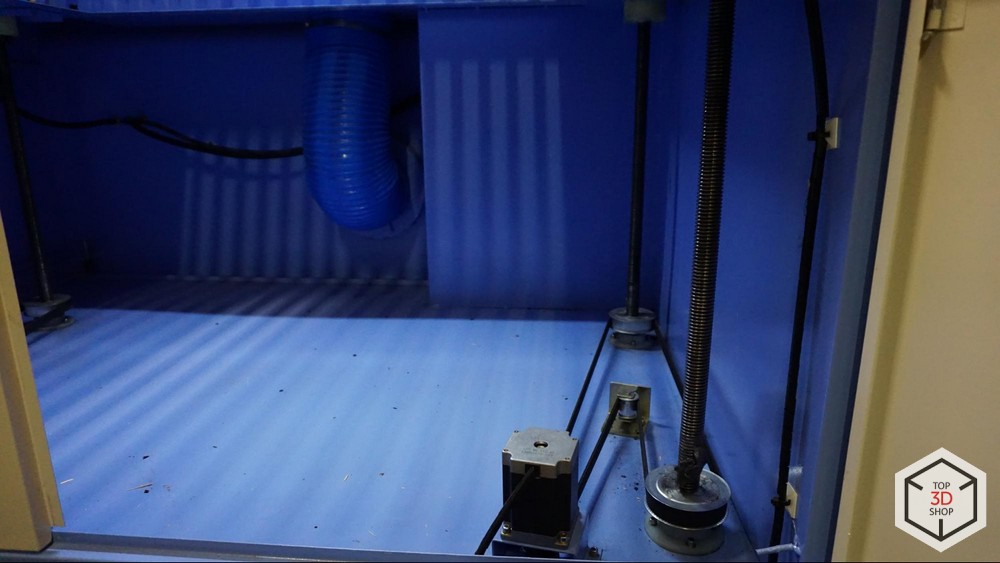
Ventilation duct to remove combustion products.
Ball screws - for precision movements.
The machine is used for cutting and engraving a large number of different materials - from fabric and paper, to wood, plastics, leather and linoleum. About them below, in a separate section.

Equipment
In the photo we see, from left to right, the top row: Chiller - water cooler for cooling the laser tube, compressor for air cooling of the torch head, duct from corrugated pipe - for connecting an exhaust fan, Ethernet cable - for turning on the device in a local network, USB cable to connect to a computer; in the bottom row: clamps for connecting the duct, tube for supplying air to the cooling system, the main power cable of the machine, a set of tools for the assembly, CD with software.
The exhaust fan did not hit the picture - here it is, round, in the background:

He pulls out the air polluted by combustion products from the machine and removes it through the corrugation of the duct into the ventilation. The kit only corrugation to connect with the machine, the second duct - for output in the ventilation, purchased separately.
Installation

For operation, you must connect the machine to the chiller and compressor. The chiller cools the water and, through the tubes in the machine, feeds it to the laser tube.

The water passes through the coil inside the laser, cooling the radiating element, and then goes back to the chiller.

In the photo below: transparent tubes in the rear wall of the apparatus - input and output of water from the chiller, a black tube between them - air supply from the compressor, for cooling the torch head.
On the rear panel of the chiller, we see the water inlet and outlet pipes, the power wire - it also connects to the machine, and a black tube of a smaller diameter is the connection to the pressure sensor, which monitors for the absence of leaks. The tank of the chiller is pre-filled with distilled water through the neck on the top panel - a round metal lid.


In the photo below: (1) connecting the machine to the mains, (2,3,4) sockets for connecting the chiller, compressor and fan, (5) pressure sensor tube, (6) yellow wire - grounding, below - fuses.
So, to connect the machine with everything else, only one outlet is needed - the cable that powers the machine through the connector (1) is turned on, and the associated devices are powered from the machine (2,3,4).
Exhaust fan connects corrugated duct to the machine.

This air duct passes inside the machine into the work area, from where it exhausts smoke that is then vented to the ventilation.

BY
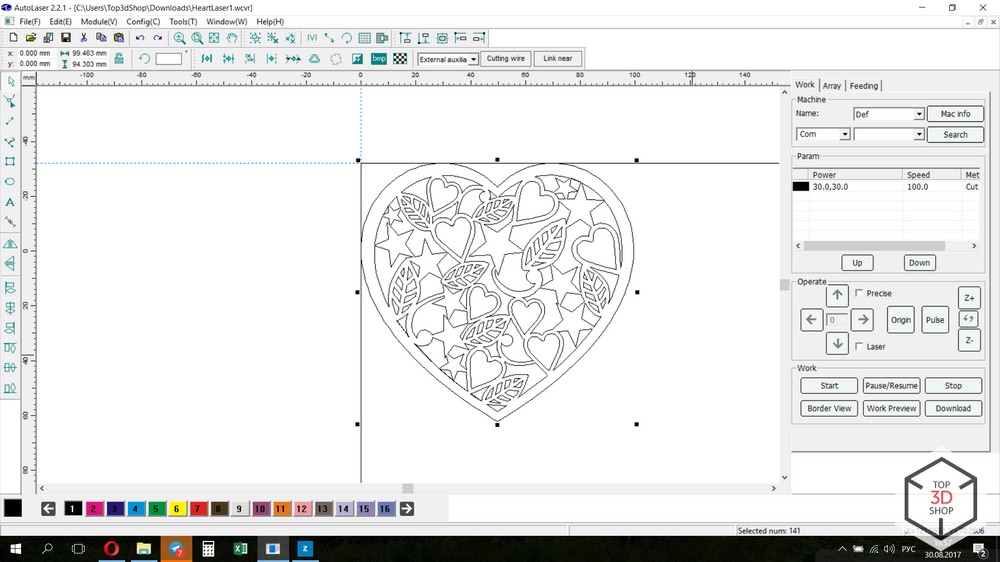
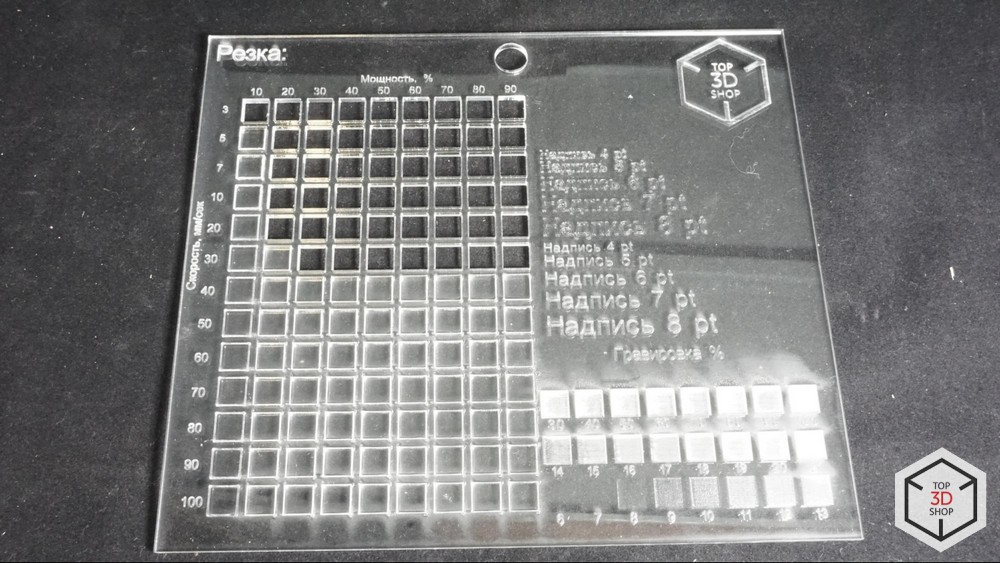
AutoLaser is a simple program for building cutting lines. Used DXF format. You must always record the power and speed for each material, depending on the thickness, making a table that will be very useful in the work.
To create or convert images to DXF, you need a third-party application for vector graphics, for example, Corel Draw. If the image is raster, it must be converted to a monochrome b / w view.
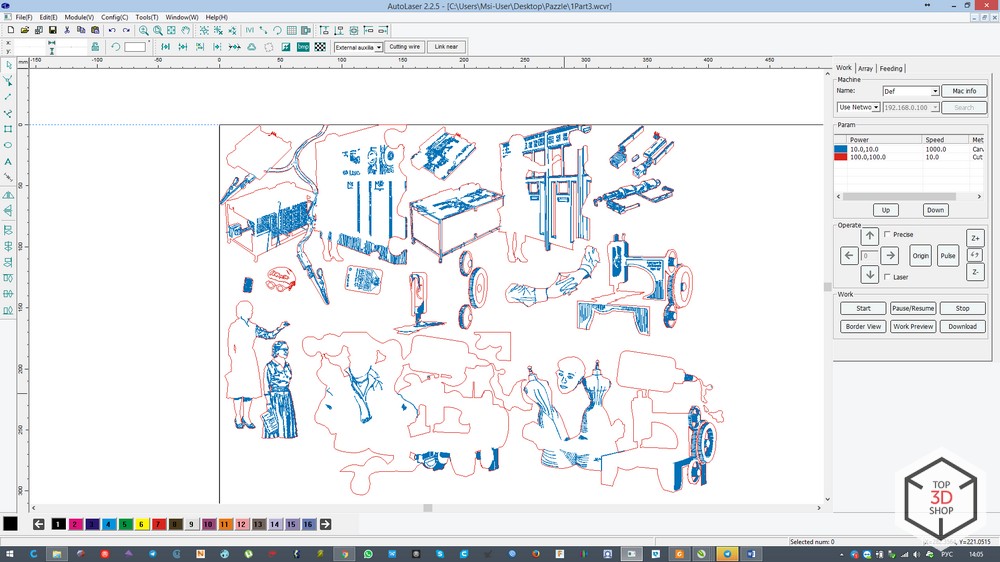
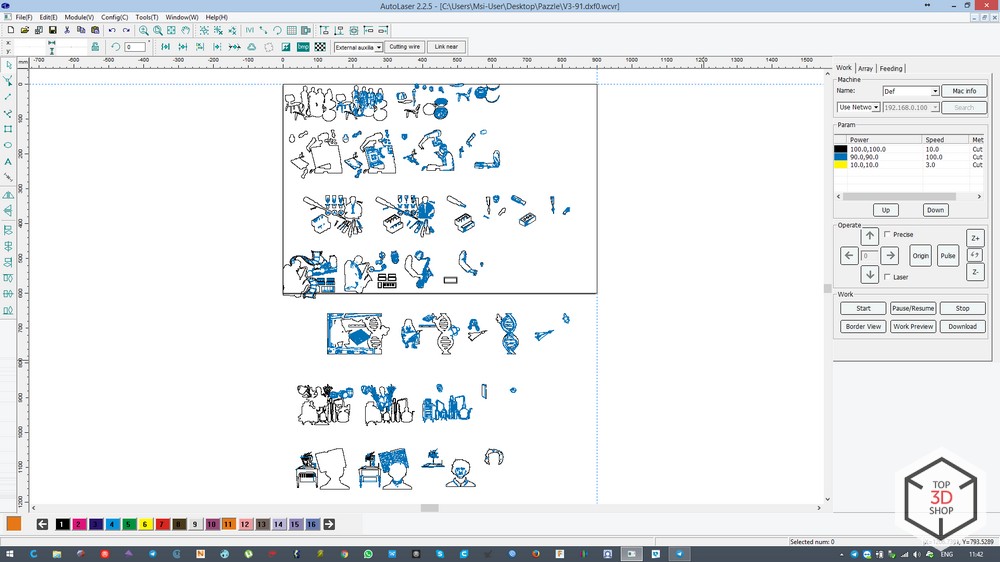
So the program looks like a test table:
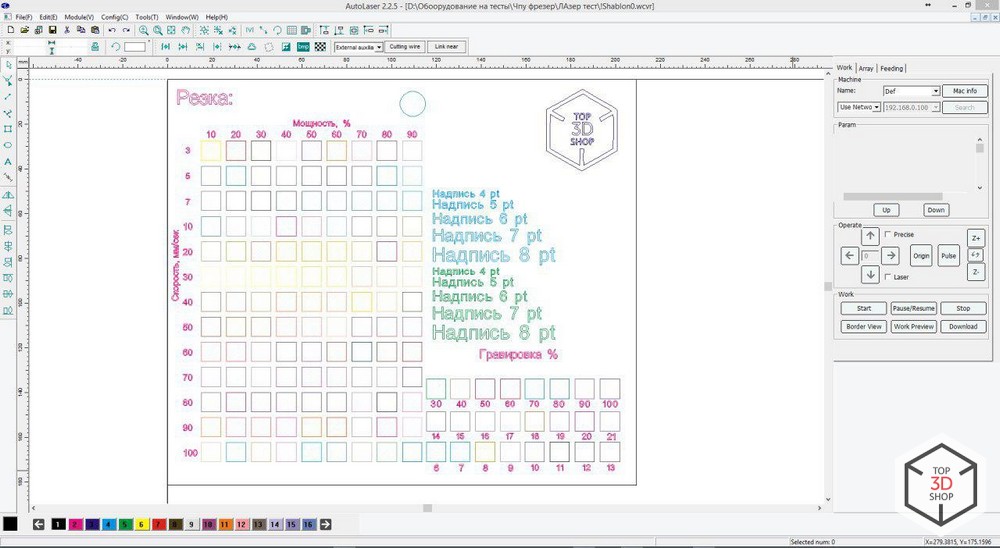
Important: the AutoLaser program allows you to specify up to 256 different processes within a single task file — for example, each part of a project can have its own mode of operation, speed and power, achieving different intensity of exposure. In the screenshot above, you can see the elements highlighted in different colors - these are different processes.
By setting the overall dimensions of the laser machine table, 900x600 mm, you can pre-arrange all the elements of the project as efficiently as possible, which will allow you not to leave half-empty sheets.
Job Overview
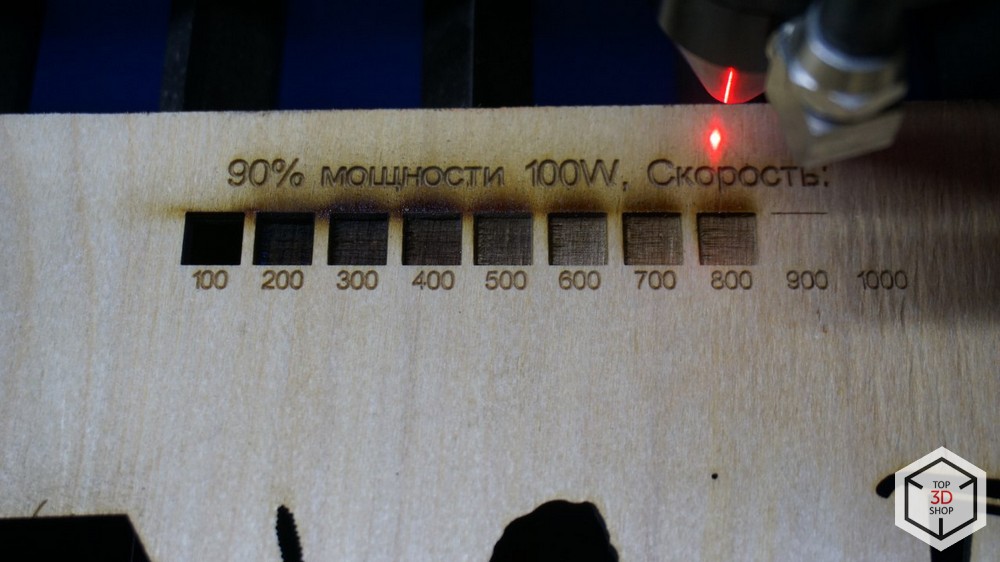
The first tests were carried out on plywood with a thickness of 9.3 mm. The power of the engraving of the word “inscription” is 8%, the burnt-out numbers around the squares are 15%.
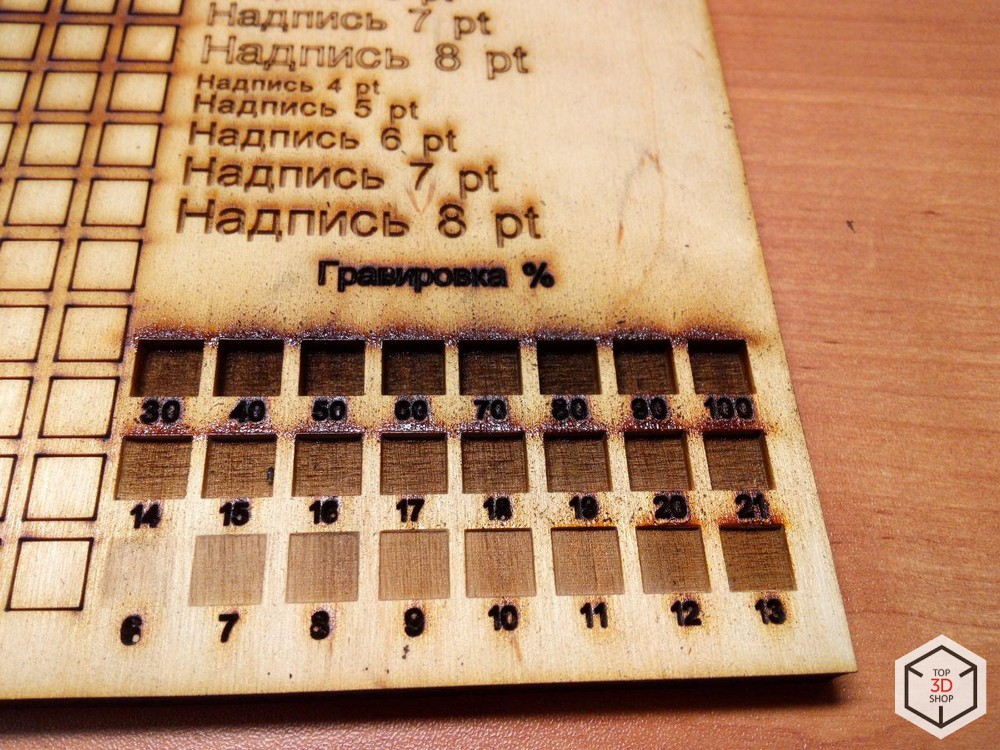
The test showed a few general points:
a) In case of excessive burning, fast cutting at full power, soot remains, which requires subsequent stripping and / or painting.
b) For small fonts, engraving is more preferable than cutting the contour. For large processes, both are well suited.
c) The visible trace of the laser beam leaves on plywood starting at 7% power.

4.3mm plywood test: power - 80%, speed - 30 mm / sec.
In some places there are undercut, as it turns out because of unevenly lying plywood.
Solution: reduce the cutting speed, to ensure an even arrangement of the material.

Cutting takes place according to the following algorithm:
- Image preparation in Corel Draw
- Uploading a sketch to AutoLaser
- Setting up processes in AutoLaser
- Saving to a USB flash drive in .out format
- Download file from flash drive to laser memory
- File selection in memory
- Relative zero setting
- Focus check
- Cutting. In the process, you can adjust the power and speed


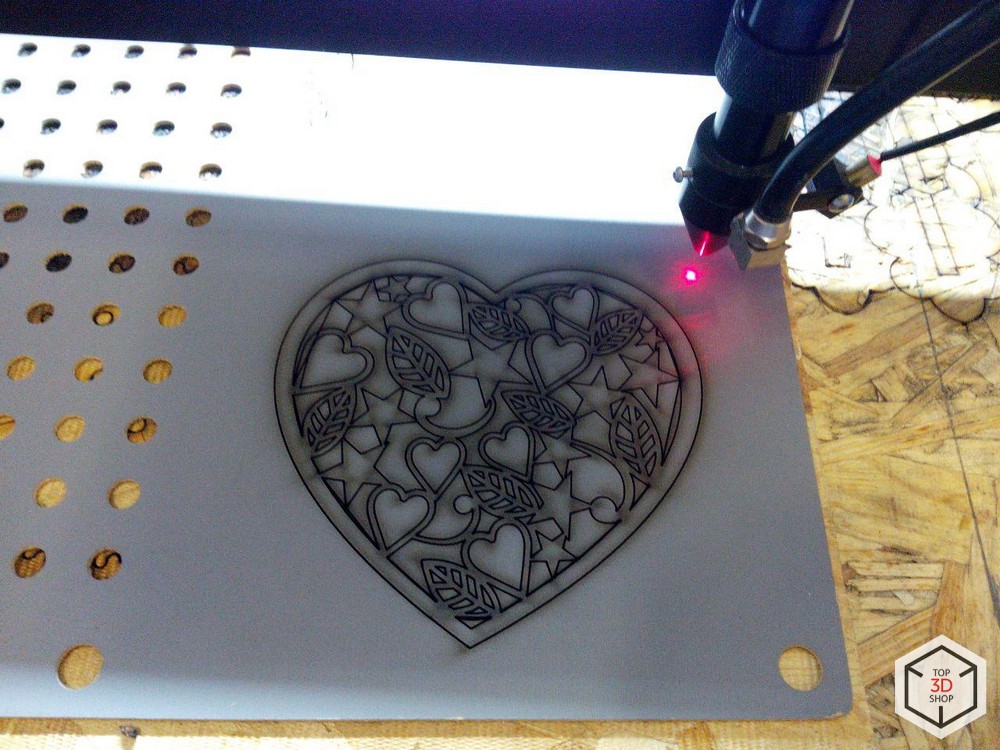
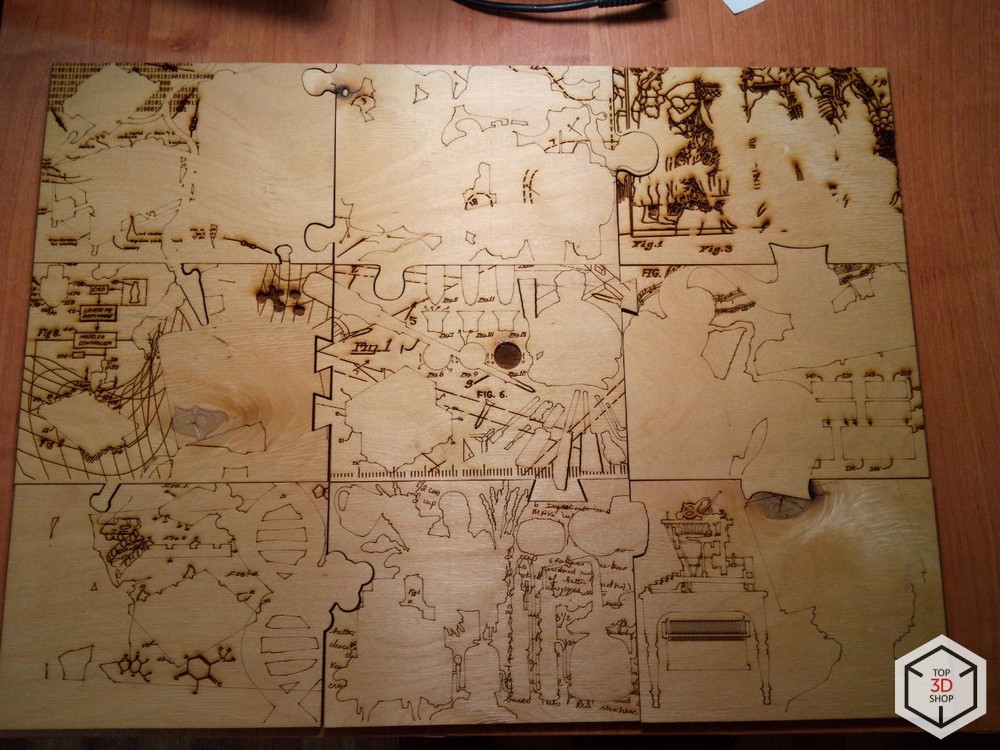
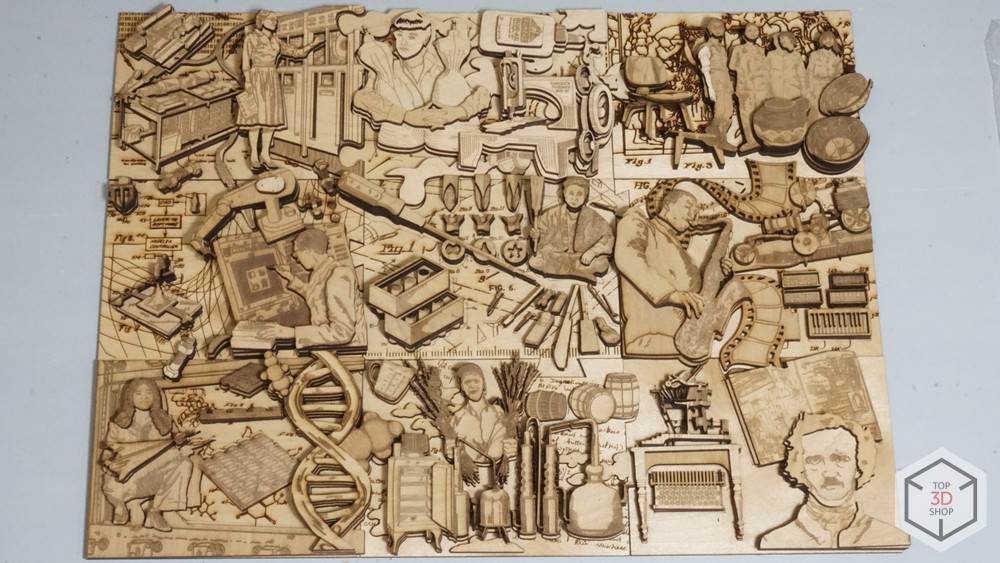
We found an interesting jigsaw puzzle on the net with various characters from the world of science and culture, prepared the model for work and cut it out of plywood.
This is how the first layer engraving looked like:
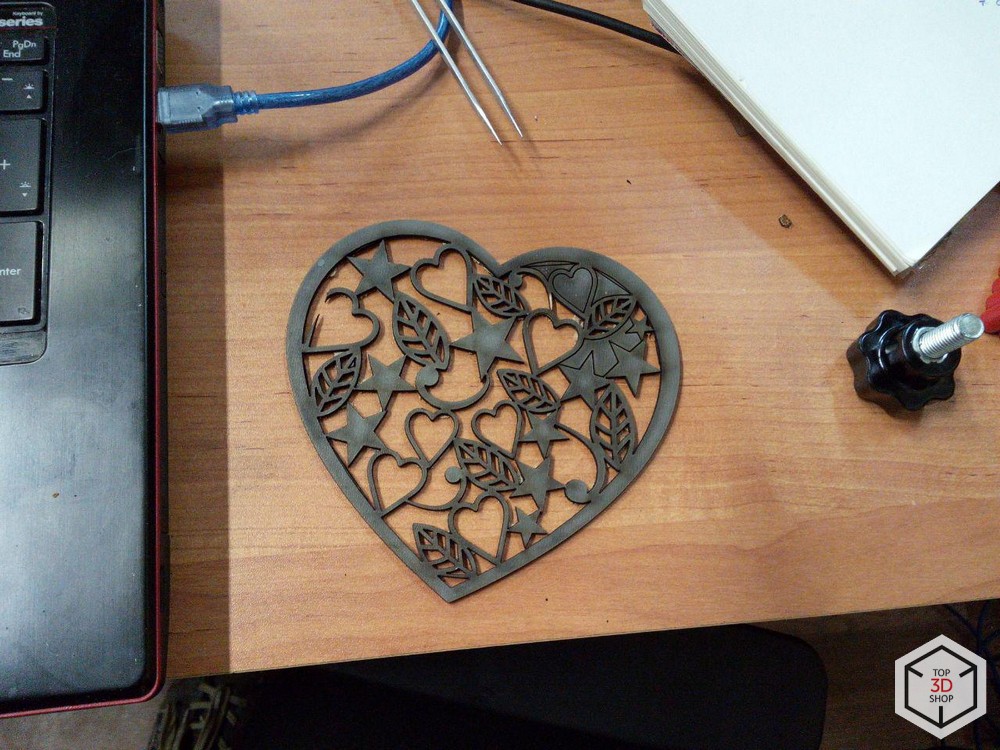
Assembly.
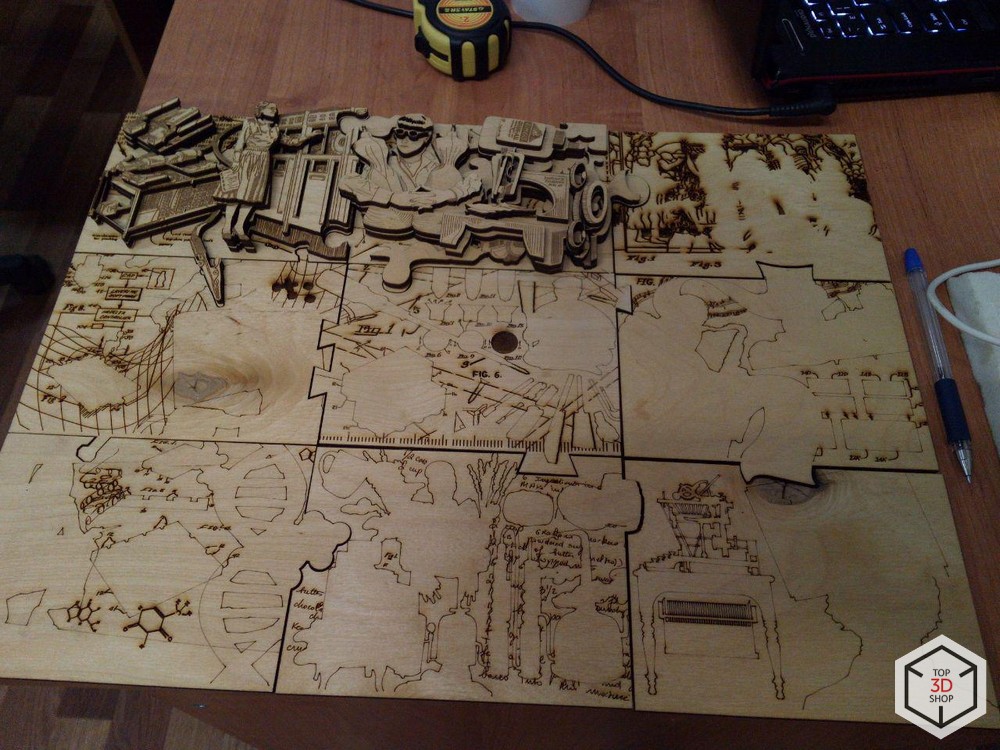
Ready product.
Engraving and cutting acrylic. Acryl is one of the most popular materials in advertising production, it was impossible to ignore it and we made several samples.

Materials
The main materials for laser cutting are: balsa, paper, drawing paper, fiberboard, wood, izolon, artificial stone, cardboard, leather - natural and artificial, laminate, linoleum, plexiglas, PVC, foam board, foam plastic, polyurethane foam, various plastics, films - in including self-adhesive, polypropylene, polystyrene, foam rubber, PET, rubber, textolite, thermoplastic, fabric, plywood, veneer.
Balsa
Balsa is cut at high speed and with high precision. This material is often used in the manufacture of various models and layouts, when the accuracy of following the drawing is important, especially for details of very small dimensions.
Paper
The paper is cut well and at high speed, 100-800 mm / s. In most types of paper, charring of the edge occurs during cutting, so the material must be pre-tested in order to choose the right mode.
Wood
Wood is cut by laser at a speed of 5-15 mm / s, depending on the breed and the thickness of the sheet, and coniferous sheets are cut better. For wood from some hardwoods, the edge may be charred during cutting, so the material should be tested and selected for speed and power before processing. The color of the cut edge may depend on the thickness of the sheet. In addition, to obtain a quality product, it is often necessary to take into account the size and direction of wood fibers.
Cardboard and foam board
The cardboard is cut by a laser at a speed of about 70 mm / s. Perhaps the exact cutting of the smallest details, which is ideal for small-scale printing, various decor, cutting patterns for artistic use.
Leather
Artificial and genuine leather is cut perfectly. Thin sheets of leather may be necessary to fix for an even cut, but in general - the skin of any quality and any thickness is cut perfectly.
Linoleum
Linoleum is well cut by a laser at a speed of 15 mm / s. The cut is smooth.
Plexiglass
Polymethyl methacrylate, also acrylic, is one of the most frequently used materials in advertising and design, because plexiglass is very popular as a material for laser processing. It is very well cut by a laser machine, the speed is about 20 mm / s for a sheet with a thickness of 3 mm. In addition, plexiglass bends well, so cutting, combined with flexible, makes it possible to create products of the most intricate shapes.
PVC
PVC is cut by laser at a speed of 20-25 mm / s, with a material thickness of 3 mm. There are downsides. Firstly, for laser processing, PVC sheets should be no thicker than 20 mm, and as the thickness of the material increases, the edges of the material begin to char. On thin specimens, the edges of the cut often become light brown. Secondly, PVC emits toxic fumes when heated, which must erode for some time in order for the product to be used. They can be removed quickly by washing the product with a special composition.
Polyurethane foam
Polyurethane is laser cut well and quickly. The cut is even, the color does not change after treatment.
Plastics

With regard to laser processing of materials, it is customary to understand special plastics for laser cutting and engraving as Rowmark and IPI. Such plastics are cut very high quality and fast, with a speed of about 20 mm / s, with a thickness of 3 mm. Used for joint cutting and engraving, for the manufacture of plates, tags, tags, key rings, etc.
Other types of plastics, as a rule, are also cut well and quickly enough, but each of them may have its own characteristics.
Polystyrene
Polystyrene is not cut too fast, the cutting speed is usually about 10 mm / s, with a sheet thickness of 3 mm. The cut quality is satisfactory.
Foam rubber
The laser cuts sheet foam rubber up to 100 mm thick. With an increase in the thickness of foam rubber, it is necessary to increase the focal length of the lens, while increasing the width of the cut. For foam rubber 100 mm thick, the cut width is 3 mm.
PAT
PET is cut at a speed of 45-50 mm / s, for a thickness of 1 mm. Like plexiglass, PET bends well, which makes it possible to make bulk products out of it. PET is a very cheap material, which is why it is often used when making temporary or inexpensive stands. Also, stencils are often cut from PET for various applications.
Rubber
Rubber is well cut by laser. Laser cutting is used for the manufacture of dies and seals. When processing some grades of rubber, charring of the cutting edge is possible - you should select proven materials or carry out test cutting.
Textolite
Textolite is cut with a laser slowly and with a strong charring edge. Cutting PCB carbon dioxide laser is possible only with small thicknesses - up to 2 mm.
the cloth
The fabric is cut well and quickly, due to the small thickness. When cutting edges are not charred, laser cutting can be used in the manufacture of applications and for cutting. The set of most modern laser machines includes a special honeycomb, allowing to achieve high quality fabric cutting. With this machine it is not included, but it is available as an option.
Plywood
Plywood is cut and engraved well, as can be seen by watching the video in this article. For a three-millimeter sheet of plywood, the cutting speed is about 20 mm / s. Due to the popularity of plywood in everyday life and production, as well as due to the high quality of its processing with a laser, plywood is one of the most popular materials for laser cutting. As in the case of wood, the quality of the cut may depend on the type of wood from which it is made, and the quality of the plywood sheet itself. Cut edges may darken when cutting hardwood plywood. When placing the workpiece in the machine should take into account the direction of wood fibers on the sheet.
Veneer
Veneer is cut and engraved quickly. For each specific sample of veneer, it is necessary to select your mode, depending on the density of the material, and choose the direction of the cut. The cut may darken, but it is not very noticeable.
Metals
When working on metals, only the lowest engraving speeds at maximum power are effective.
On one half of the steel sample, the laser could only burn rust.

On the previously cleaned surface of the same sample, after maximum exposure, the result is more visual.

Pros and cons of the machine
pros
- Simple installation of the machine.
- The processes specified in AutoLaser are performed automatically, the operator is only required to turn on the machine and turn it off after work is finished.
- Build quality is good, on a solid four. Given the low price of the machine - a definite plus.
- The absence of plastic parts in the key nodes of the mechanism.
- Simple and intuitive software, open settings in the laser menu - you can set arbitrary values of speed and power.
Minuses
- Cellular overlay on the table is supplied separately, it is not included.
- When cutting a large number of small parts, you can lose these parts in the inner compartment, under the descending table. We must bear in mind that they can fall there.
- The software allows you to set the speed of work up to 1000 mm / sec., But the kinetics can not cope. Stable quality work is possible up to 800 mm / s, at 900-1000 the beam begins to "walk".
Subtleties and tricks
Experimentally, we found that adjusting the saturation of hues using different laser powers is the wrong approach. To obtain different fill density should be using different degrees of filling the surface of the elements with pixels. Continuous vector engraving mode is good only for contours and cutting.
When simultaneously cutting and engraving, it is recommended to first engrave the drawings on the sheet and only then cut off the component parts.
When engraving, it is recommended that each element be customized by a separate process. This is due to the fact that the engraving proceeds strictly in one direction - when loading the entire project with one image, the machine will perform a lot of idle passes. Dividing a project into a large number of individual engraving areas saves time. One sheet of material can be cut and engraved in a row for about 6 hours, and with proper separation of the task into separate contours - 2 hours.
Also from the work with the machine, it became clear that the quality of the result is higher in unidirectional engraving modes.
There are several modes in the software: horizontally unidirectional, horizontally bidirectional, vertically unidirectional, vertically bidirectional. The clearest edges are obtained with unidirectional engraving, and the direction itself - vertical or horizontal - is set depending on the features of the model and the material.
All material for laser cutting should be stored in a horizontal position and protected from moisture, because the sheet must be smooth and not curved on the table when cutting and engraving, otherwise the focus of the laser at the point will be incorrect and under-cutting and poor-quality engraving is possible.
If you are not sure that your project will fit on the table, you can start the process without turning on the laser, idling, to check.
The laser beam goes to the head through the system of mirrors, if we do not see it, this does not mean that it is not there - observe TB, wear safety glasses and do not turn on the laser with the lid open. On the control panel there is not only an emergency stop button for the process, but also a button for switching off the emitter.
Total
LaserSolid 690 is a professional laser engraver. Effective for working with a wide range of materials in the manufacture of advertising and promotional products, souvenirs, furniture design elements and interior decor. It can also be used in the manufacture of cases for various devices, cutting soft materials for sewing and many other purposes.
The machine is assembled with high quality, easy to install and work. He also has his drawbacks, which we have listed above, but the overall impression of working with him is positive.
Our specialists on the
Top 3D Shop website will always help you to choose CNC laser and milling machines for any purpose.
Want more interesting news from the world of 3D technology?
Subscribe to us in the social. networks:


