Although we do not see them on every corner, the results of their work surround us everywhere. The quality and speed of operation provided by laser machines in many industries remain unattainable for traditional processing methods. Laser markers, engravers, metal welding and cutting machines, etc. The list is really huge and lasers continue to take over the world.
But, Petka, there is a nuance (s). Like all high-tech stories, laser technology has already managed to gain enough rumors and myths about its limitless possibilities. The possibilities there really are a car (or two), but no one canceled the physics.
Armed with a keen desire to find out how it all works, it was decided to go for comment to the St. Petersburg office of the Laser Center company. They have been developing laser engravers and markers for 15 years and probably understand something about them.

A lot of photos under the cut.
See the root
We must immediately remember the most important thing in all of this engraving and marking history: only fiber lasers can give us the necessary parameters for industrial applications in metal processing. There is no real alternative to them yet. Gas, solid state and other lasers work fine, but in other applications.
The question arises: why are fiber lasers so remarkable? Firstly, this is an excellent quality of optical radiation. After 100,000 hours of operation, the change in laser performance will either be negligible or not at all. Although this does not mean that you can not follow him at all.

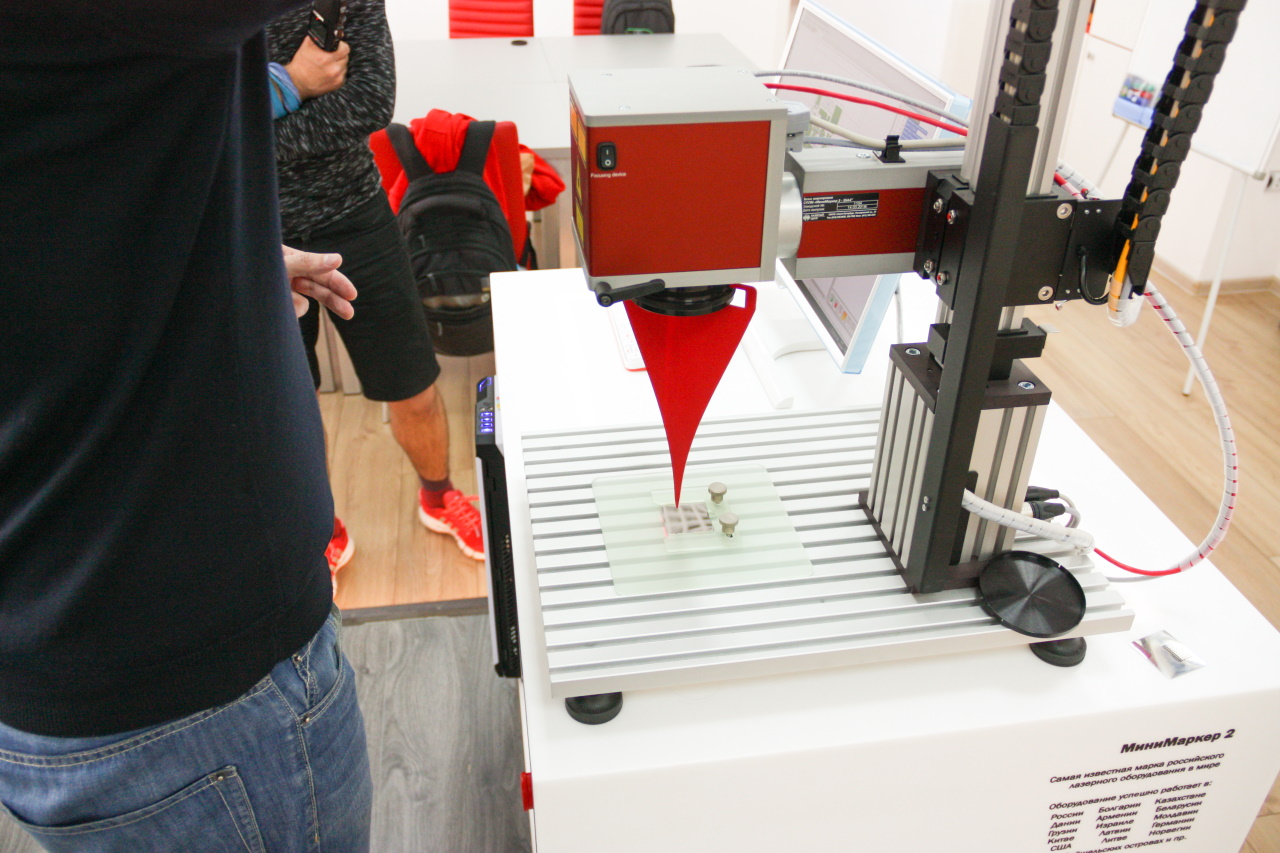
Mini Marker 2. The most popular Laser Center machine. The laser is hidden in a red box below.
But the main thing is the wavelength of the generated radiation and how it interacts with materials. The canonical carbon dioxide laser operates at wavelengths of 9.6-10.6 microns. Such radiation is perfectly absorbed by organic matter, so they are better suited for medical use than fiber lasers operating at about 1-1.5 microns. Strictly speaking, the wavelength is, like a passport, an identification document with a laser. Depending on the wavelength, materials interact differently with radiation. There are only three options: radiation can be absorbed, reflected, or skipped. A textbook example is glass that absorbs UV waves but perfectly transmits the visible spectrum. We are interested in the option: radiation with a wavelength of 1.064 μm is almost completely absorbed by steel, and with a wavelength of 10.6 μm it is reflected. And if we take Plexiglas, everything will be exactly the opposite (10.6 - absorbed, 1.064 - passes through).

Demo-plate of the machine Mini marker 2. Such plates are designed to show the maximum capabilities of the machine (image quality, working with color, etc.) and are made right with you.
And the third important parameter is the spot diameter at the focus of irradiation. With the same radiated power and focal length, the fiber laser has a smaller spot, and therefore the absorbed energy density is about 100 times higher (circle area ) than -laser. Hence the even greater convenience of working with metals.
Well, in the end - the small dimensions of the radiating body. Especially when compared with gas lasers.
And in order to complete the entry on a major note and arouse pride in our compatriots: the leader in the industry of development and production of fiber lasers is IPG Photonics Corporation, created by Ph.D. Gapontsev. In general, you can accept by default: you see the laser, look for the trace of Russian physicists =)

The engraving process of the plate from the previous photo. It is done in just a couple of minutes.
By the way, the market for fiber lasers is now estimated at about $ 2 billion, of which 1.5 are IPG. And a small piece of this corporation NTO "IRE-Polyus", from which fiber lasers began, takes the tenth place among non-resource exporters in Russia. Ninth - Rosoboronexport. Draw your own conclusions.
Materiel
Now let's understand what a fiber laser is.
When it comes to , ruby, fiber or any other laser, refers to the active medium that generates laser radiation. Three minutes about what the laser itself is.

You can cut such cute things out of wood and plastic with a laser
In 1964, Soviet scientists Nikolai Basov and Alexander Prokhorov, in collaboration with the American Charles Townes, were awarded the Nobel Prize for creating a laser. They discovered that in some substances, when irradiated with electromagnetic energy, electrons begin to move to higher energy orbits. And upon the reverse transition to a lower energy orbit, they emit photons with an energy of one quantum. And what is one quantum? This is the energy of one photon =) Next, the main magic happens: if a flying photon hits another electron that is at a high energy level, a new photon is generated that is completely identical to the one that comes in, and it will fly in the same direction. Then these two photons knock out four, they knock out eight, and so on, until the so-called shutter is opened at the boundary of the active substance, and a radiation flux consisting of exactly the same photons flies out of the substance. All this happens at the speed of light, therefore, in modern lasers, the pulse duration can be measured in pico and femtoseconds (these are -12 and -15 degrees, respectively).

The very first (literally) sold engraving machine. He was specifically sought and bought back.
Now a little math. Suppose we have a standard 10 W medium-power fiber laser with a pulse width of 100 nanoseconds (-9) and a pulse frequency of 20 kHz. The energy of one pulse is 1 mJ. The diameter of the spot is 50 microns.
And if you carefully look at this impulse, it turns out for sec we transferred 1 mJ. And if you work this way without stopping for a second, then we get 10.000.000 (times) at 0.001 J (this is energy). Total 10,000 watts. You can imagine how it feels when 10 kW is pumped into every 50 microns.

Here the technology of deep engraving is worked out to obtain volumetric images of amazing clarity. A sort of 3D printer on the contrary. The process can last several days, during which the product must not be touched. Therefore, in the laboratory they are as heavy as possible.
Now remember the Chinese lasers, which give the spot several times more. If the spot radius is three times greater, its area is nine times larger, it turns out that, all things being equal, the Chinese laser will work not as 10W, but as ~ 1W (this is still a positive scenario).
Now a little about the fiber laser itself. It is not hard to guess, here the role of the radiating body is played by a long piece of fiber. Not quite the one the Internet is running towards you now, but the essence is the same, just the fiber structure is very different. What is the beauty of a fiber laser - elementary cooling of the active medium. While engineers are puzzling over the task of uniformly cooling a gas flask or a whole crystal, there is no such problem with the optics string at all. In fact, you can simply wind it around a round piece of aluminum, say that it is a radiator, and this solved the cooling problem.

What happens at the end. My camera cannot convey the degree of detail of the images, but believe me - the eye literally cuts their perfect sharpness.
Another easily solved problem is radiation pumping. An LED is soldered to the fiber, through the coupler - one more, then another and more, and so on as many times as you like, until we get the desired stream.
Money issue
Why exactly laser engravers cause the maximum interest among the owners of production? Oddly enough, but people have a finite amount of money and maximum interest is always the cheapest technology that gives an acceptable result. Therefore, if we take a conventional thousand laser machines, 900 will be for marking and only 100 for cutting, welding and other additive technologies.

Laser cutting machine at work. The final product is not a lattice, but what was in empty cells.
As we agreed earlier, most likely, laser modules from all from one manufacturer. So, it remains to learn how to benefit from it. To do this, we need to assemble a machine, which is a marker field and a vertical bar along which the optical system will move (collectively, this is called a scanner system). This mobility is needed to set the focus. Rather, the focus of the system is constant, but the marked products are all of different thicknesses, and this must be taken into account.
Why not fix optics at one point? The answer is again in money - it’s much easier to make a rod with a motor than to invent a zoom lens. The power supply and the laser can be hidden at the base of the machine, after which it’s small - change all the details many times in order to combine in the best way and write software (sarcasm plate).
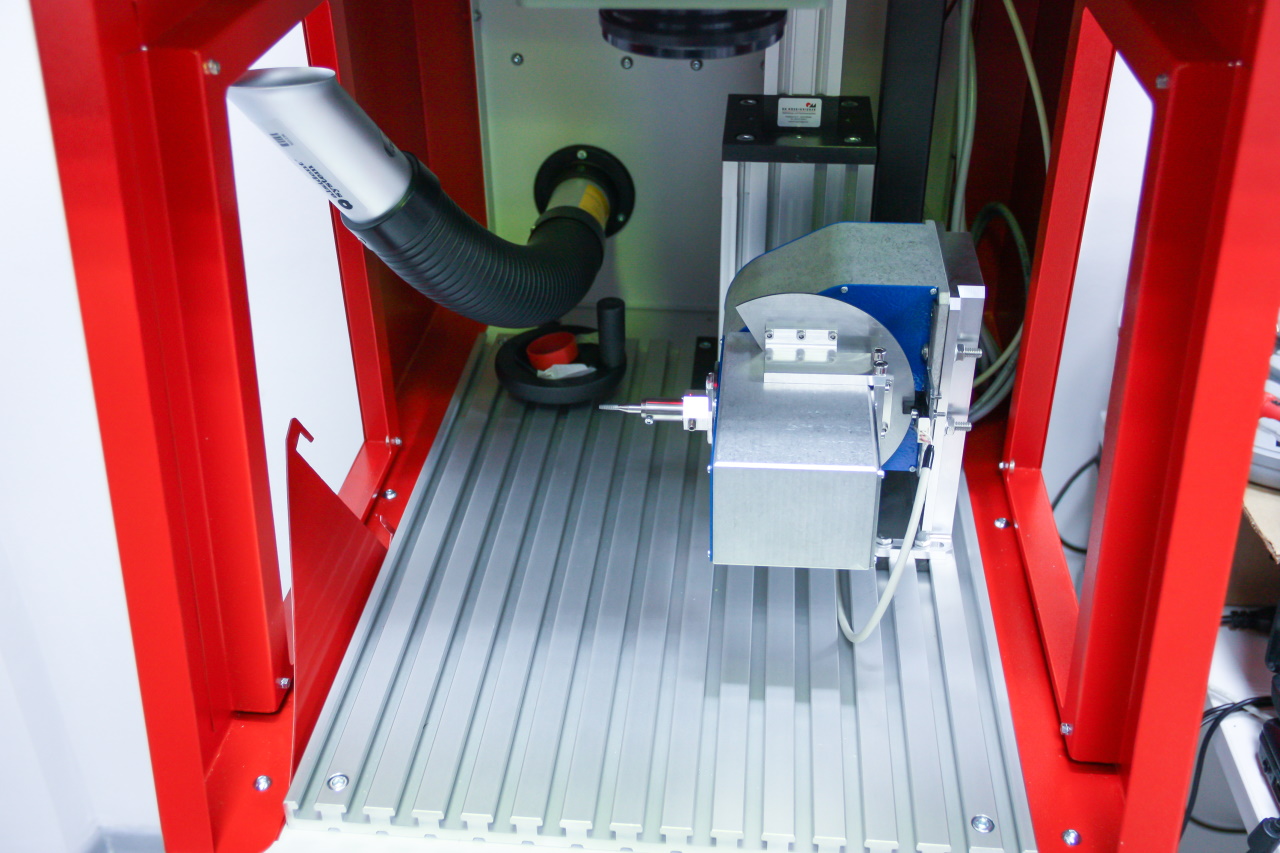
An example from medicine. A pin is installed in the holder, on which a very special microrelief is engraved, so that the cells of surrounding tissues make it easier to fix on it. Such manipulation significantly increases the efficiency of the pin.
In the case of laser center machines, everything is written under Windows, because most industries run on Microsoft technologies and there is no desire to arrange a format war with them. The market decided how to speak now.
Question of curved surfaces
An attentive reader will ask a question - you say that the product should be in focus. So, its surface should be quite smooth. But look at the banal pen, it’s round! How to put an inscription on such a curved surface?
Absolutely the right question!

I completely forgot what this thing is called, but here everything is clear. Using traditional methods, this is very long, expensive and difficult.
To do this, we need to consider how the optical part of the engraver works. If we put an ordinary lens in the lens, the beam will be focused into the sphere. In principle, this should be known to everyone from the school physics course. But what they don’t say at school is that it’s possible to design the lens in such a way that the beam begins to focus in a plane. Of course, closer to the edges of the plane, the beam will go out of focus a little, without this in any way. But this is already a conversation about tolerances and errors. You can fight this with the creation of more and more complex lenses, but economically this is unjustified (not again, but again).
High-tech plastic nozzle for focusing. Better and easier in the world have not yet been invented. Seriously.
How then to deal with it? No way! A good laser beam in focus allows us to achieve near micron precision. Even if this accuracy drops to a few micrometers to the boundary of the working field, we won’t see it without a microscope. Therefore, if we need really high accuracy, we can artificially limit the size of the working field so that the beam remains within the necessary errors. This is an important conclusion: the machine can either have high resolution or work with curved planes. Harvesters that know how equally well, and then, and then have not yet invented.

All industrial machines come with their bed, where an uninterrupted power supply is necessarily integrated. He has exactly one task: to remember the last action and turn off the machine. When the power is returned, processing will continue from the same point.
Another important point is the size of the laser spot. No matter how cool we set up the optics and the source of laser radiation, we will never get an infinitesimal point. It will always be a spot, the size of which depends on the optical system, the wavelength of the laser and the quality of the laser emitter itself. This is the very reason why IPG Photonics have become almost a monopolist in the market. They manage to make lasers in which the spot can be tens of times smaller than the Chinese counterparts. A smaller spot - more power in its area, higher efficiency, etc. Moreover, the energy distribution in the spot is not uniform, but according to the Gaussian distribution, but here we risk falling into the wilds that are no longer needed.

One of the production laboratories. People have already left, but some of the engravers were busy with their own business. Work for several days without a break for them in normal mode.
Therefore, with a pen (and other non-critically curved surfaces) everything is simple - without a microscope, we will not see that the edges of the engraving on the slope will be blurred a little more than on the upper part along which the focus is set. On slang of lasers, this is called hauling - the height difference with which this machine can work. And there are products (for example, the finest nets used in vascular surgery, called stents), where accuracy is critical and such products are cut exclusively from flat blanks. There are many specific nuances: if we work with multilayer electronics, where the layer thickness reaches 10 microns, even the material of the surface on which the workpiece is located has to be taken into account. With a thermal expansion of 2 mm per meter for every 20 degrees, the substrate material is considered unsuitable. Therefore, a granite slab (a certain type of granite) can be used as a substrate: excellent thermal coefficient and a certain vibration resistance.
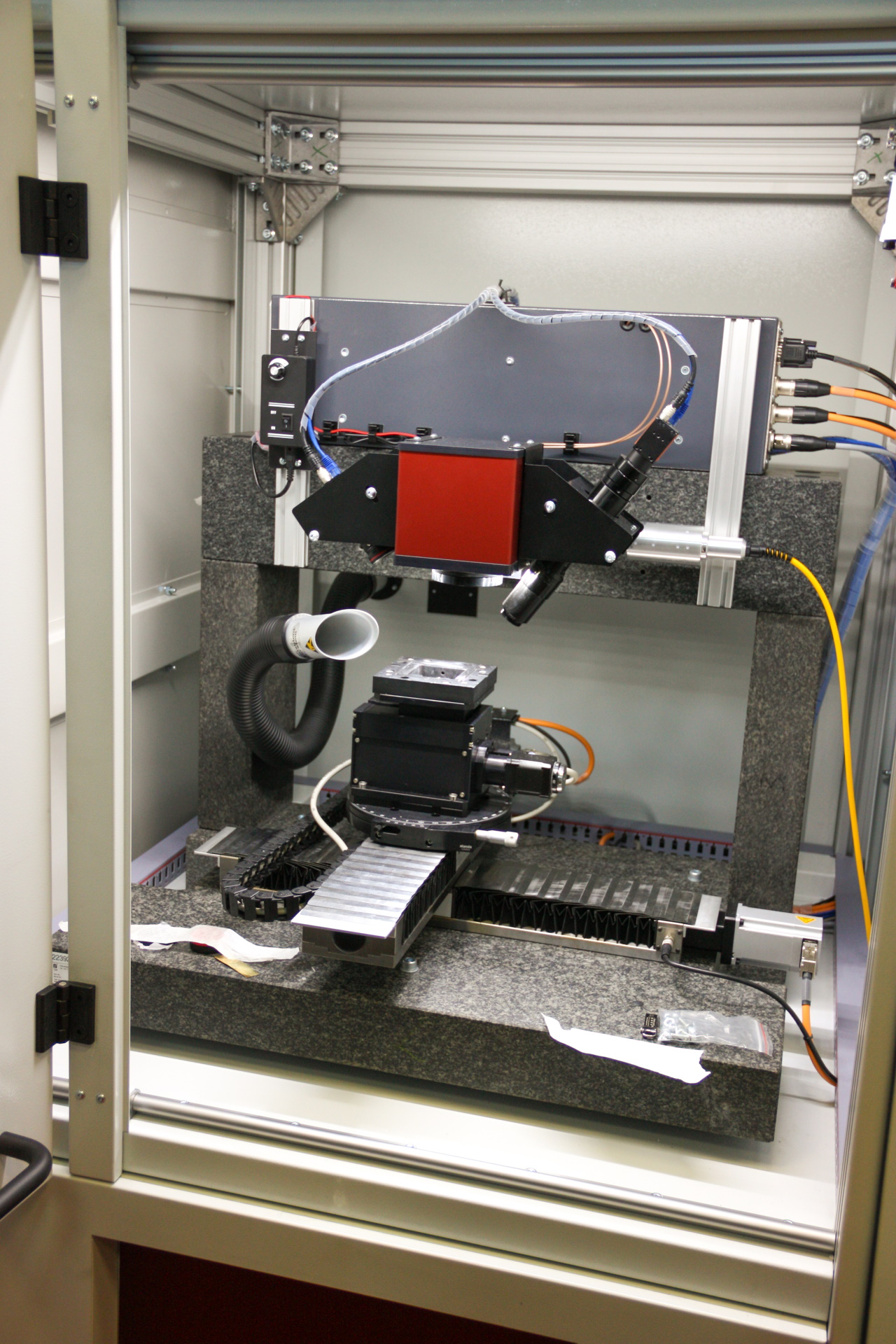
An example of a machine assembled on a granite bed.
About Materials
If you look at the packaging of almost anything manufactured in the factory, you will most likely find traces of the laser marker. And most likely, it will be an alphanumeric code in black. Does this mean that when marking the laser burns out the top layer of the material, leaving behind ashes, decay and gloom? Not. If we assume that this is so, such inscriptions could have been erased simply, but they are kept like a glove. Let's figure out what is happening.
When developing technologies requiring micron accuracy, everything is controlled by a microscope.
In the previous paragraph, we already mentioned the size of the laser spot. Everything seems simple here. If you want more power - make a small spot, unnecessary big power - you can do big. But for some reason we forgot about the materials with which the laser interacts, and the technological processes, of which there are many: evaporation, reflow, etc. But now we are only interested in one thing - a change in the structure of the material.

Death number - eucariot sticks his hand right under the laser beam. However, the hand wasn’t cut off, it didn’t burn, and nothing happened at all: the radiation is out of focus, therefore its power is scattered on a large surface. But if he had lowered his hand ...
While physicists are looking for spot size, looking at the Gaussian distribution (yes, again it is), the opticians simply assigned it. Where radiation falls in times, and is the boundary of our optical beam. But to ordinary people this once rode hurt. It is important for us to simply determine the place (and its boundaries) where our process takes place. And here all the attention to the object on which we shine. Each material reacts differently to different wavelengths and radiation power. For example, if a pigment activated by a certain wavelength is added to plastic (paint, etc.), it has an interesting property. We place such a product under the laser, the main material does not react to incoming radiation, and the pigment is "activated" directly inside the material, i.e. we only work with him. At the output, our product will be without violating the integrity, but with an inscription integrated into the structure of the material itself. This is very appreciated in industries with an aggressive environment, where the inscription with the paint can be erased, and the stamping can get dirty until it is unreadable. In the photo, for example, a tag for a cow. Until the tag itself falls apart, the inscription will remain readable. It is made of polypropylene, which interacts very poorly (read in any way) with a fiber laser, but the additives in it just wait to be irradiated. They take on all the energy that they transfer to polypropylene. A kind of intermediary is obtained.

Those same tags for cows with indelible image and other plastic products.
The opposite story was faced by everyone who removed tattoos with a laser: laser radiation penetrates the skin, practically without interacting with it, but is absorbed by the paint, destroying it. On the transparency of the skin for certain wavelengths, the entire use of lasers in cosmetology, surgery and other medicine is based.
Colors of Discoloration
Another interesting application of laser engravers is the creation of color drawings on metal. The technology is based on color tones and let’s understand what it is.
As we all know, metals love to interact with the atmosphere - this is called oxidation. Some metals oxidize quickly, some slowly, but if heated, oxidation will always occur here and now.

An example of possible colors on a particular product.
With the interference of white light on thin oxide films, it seems to us that the surface has changed color. The effect is well known to absolutely everyone who at least once heated any piece of iron or looked at a fresh weld: rainbow stains appeared on the metal. Color directly depends on the thickness of the oxide film, which means that if we know the properties of the metal and at what temperature a film of what thickness is formed, then by arranging local heating and combining color dots, we can create color images in the manner of an inkjet printer. In reality, everything is somewhat more complicated and the deposition of films on each other is used, but in the framework of this article we will not go into such details.
The strength of these patterns is limited by the strength of the oxide layer, and all of them fade over time due to the natural processes of the formation of new films on top of the old ones. But while everything is fresh and the colors are bright, it looks very impressive.
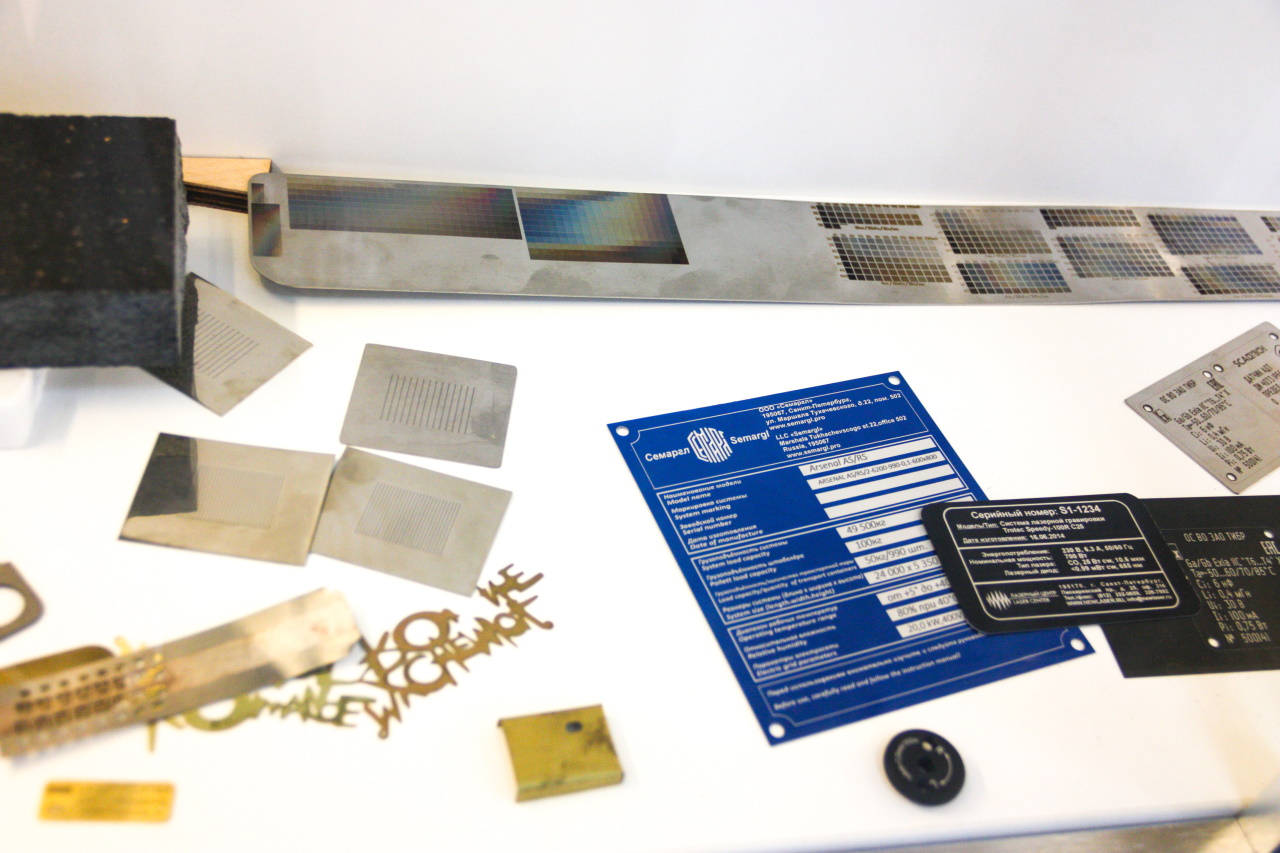
A plate with a palette of possible colors and shades is visible from above.
How domestic are domestic machines
A question that cannot be circumvented in the discussion of domestic production, so let's see how it really is.
85% of the cost of the machine is a laser. The laser is made in our suburbs, on the very same NTE "IRE-Polyus" from which PG Photonics began, which our physicists founded.
Optics (glass and mirrors) are also made independently, only glass is bought in England. Unfortunately, we do not have optical productions providing the required quality.
The engines and precision mechanics for scanners in the world are made by three companies (two English and one German), so they are bought there.
All software is written in Russia from scratch.
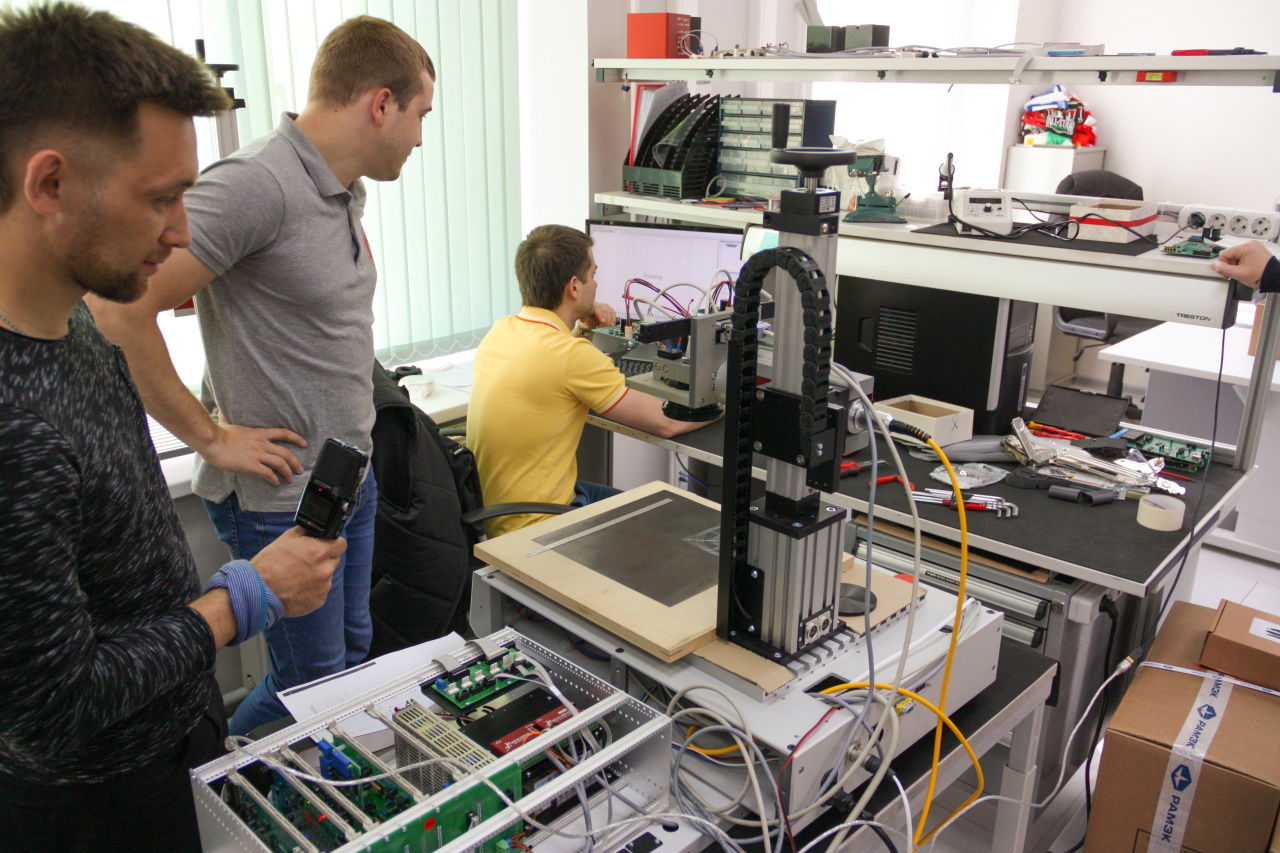
Assembly area. All machines are fully manual assembly.
Here is such a structure of domestic good laser machines. It is up to everyone to criticize or not domestic machine tool builders who develop and assemble machines from foreign components. You just need to understand that there are simply no parts of the components on the domestic market. If we take all the domestic machine-tool industry, which does at least something, and declares its products as domestic production, their market share is estimated at about 8%, i.e. for the most part they cannot even cover the needs of the domestic market, not to mention the export of their products.
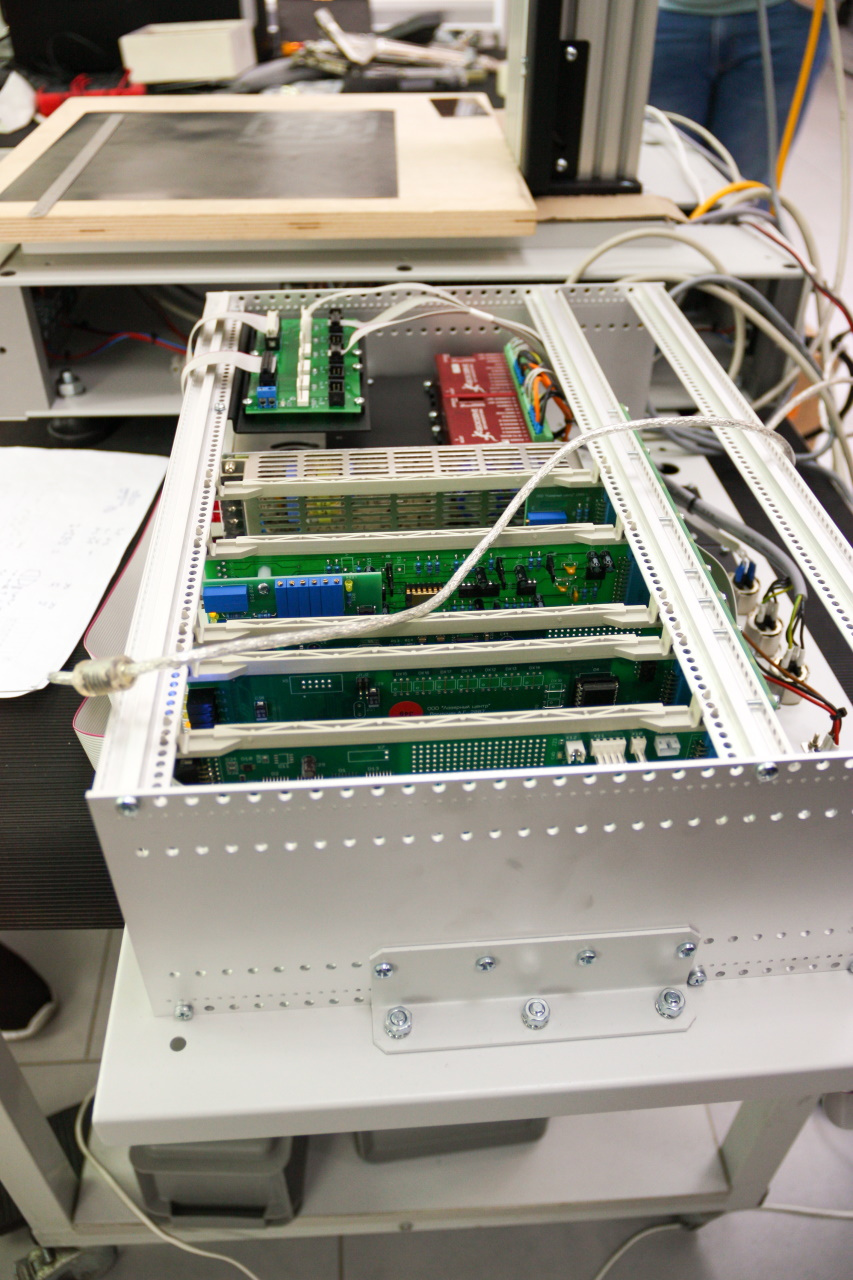
Laser engraver's brain.
About the competition with the Chinese
You will be surprised, but she is not. But it is in industrial metalworking and fiber lasers. AT there, yes, about 8 years already as a circus with horses and machines do everything in a row.
The situation on the market is now quite interesting. All well-known aliexpress have many machines for about 250,000 rubles. They are pretty lousy, repeat each other and are suitable only for home experiments. There are machines of an industrial level already, they cost 2-3 times more expensive, and legally nobody takes them here. Of course, there are successful followers of business coaches and business youth who made a beautiful landing, drove to China, made beautiful pictures for the catalog there and sell machines for a million. True, upon closer examination, it turns out that the parameters of these machines are not much different from aliexpress, but here it is everyone’s business. Someone also has to pay for landing with photos.
Next is the question of the target audience. If someone buys a DIY machine in his workshop, he does not compete with the industrialists. It is just a machine for some of its small needs. If you buy a machine from guys with a beautiful landing page for production, then most likely you will fall into the scheme. Perhaps an outright scam with tenders when equipment is bought simply by the number of boxes. Perhaps you will doom yourself to permanent repairs with paid specialists with constant visits to the client and equipment retuning. And in the zone of large industry, where the characteristics and results are not just important, but critical, there is a struggle between three pillars: bad (objectively bad), but cheap from China, expensive and good from Europe, good and cheaper than from Europe, but from Russia .
Production, where they really delve into the characteristics of the equipment and carefully choose it, domestic manufacturers made their choice and are sold in Europe, America and the rest of the world.

Engraver head during assembly
Instead of output
Here's such a story about domestic laser engravers. Not too detailed, somewhere superficial, but the topic of laser processing is huge, and it is difficult to cover everything at once. There are no representatives of the "Laser Center" on Habré, but I will transfer all questions from comments to them. Or, if there is a well-wisher with an invite, we will invite them here for a fruitful conversation and, perhaps, ask them to reveal other secrets of their industry.
UPD : Invites were found and sent, so we are waiting for first-hand answers. Thanks to everyone.

To leave and not to engrave everything your hands reach - the choice of cowards!