
मैंने मॉडल डाउनलोड किया, इसे प्रिंट किया, इसका उपयोग किया - क्या आसान हो सकता है!? लेकिन, अगर हम एफडीएम 3 डी प्रिंटर के बारे में बात करते हैं, तो हर मॉडल को प्रिंट नहीं किया जा सकता है, और लगभग हर मॉडल (3 डी प्रिंटिंग के लिए तैयार नहीं) तैयार किया जाना है, और इसके लिए यह कल्पना करना आवश्यक है कि यह 3 डी प्रिंटिंग कैसे जाती है।
शुरू करने के लिए, कुछ परिभाषाएँ:
स्लाइसर - अनुवाद कार्यक्रम एक 3 डी प्रिंटर के लिए एक नियंत्रण कोड में 3D मॉडल के लिए (वहाँ से चुनने के लिए बहुत सारे हैं: Kisslacer, Slic3r, Skineforge एट अल।) .. यह आवश्यक है क्योंकि प्रिंटर तुरंत 3D मॉडल नहीं खा सकेगा (कम से कम प्रश्न में प्रिंटर नहीं)।
स्लाइसिंग (स्लाइसिंग) एक 3D मॉडल को नियंत्रण कोड में बदलने की प्रक्रिया है।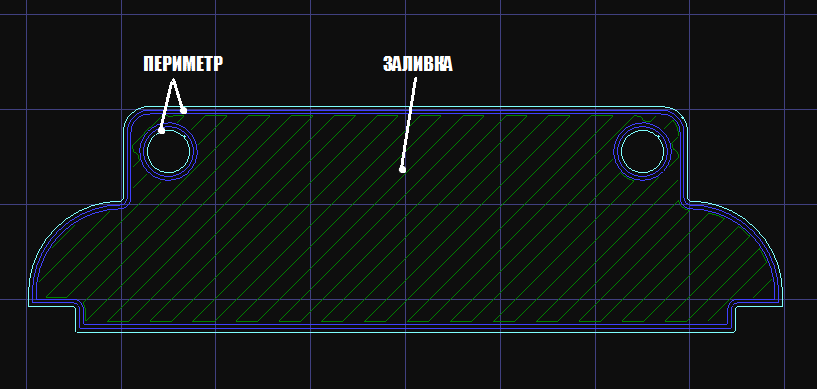
मॉडल परतों में कट (स्लिट) है। प्रत्येक परत में एक परिधि और / या भरा होता है। मॉडल में एक भरने के साथ भरने का एक अलग प्रतिशत हो सकता है, और एक भरण (खोखले मॉडल) भी नहीं हो सकता है।
प्रत्येक परत पर XY कुल्हाड़ियों के साथ प्लास्टिक पिघल के अनुप्रयोग के साथ गति होती है। एक परत को प्रिंट करने के बाद, Z अक्ष ऊपर की परत पर जाता है, अगली परत मुद्रित होती है, और इसी तरह।
1.Setka
चेहरे और किनारों को अलग करने से मज़ेदार स्लाइसिंग कलाकृतियों को जन्म दिया जा सकता है। इसलिए, यदि मॉडल में कई ऑब्जेक्ट होते हैं, तो उन्हें एक पर कम करना होगा।

लेकिन मुझे कहना होगा कि सभी स्लाइसर ग्रिड के प्रति संवेदनशील नहीं हैं (उदाहरण के लिए, स्लाइस 3)।
और यहां तक कि अगर ग्रिड घुमावदार है, और आलस को आपके हाथों से ठीक किया जाता है, तो
ज़ोर से काम करने वाली एक मुफ्त क्लाउड सेवा है, जो कि ज्यादातर मामलों में मदद करेगी।
2. सपाट आधार
एक वांछनीय लेकिन अनिवार्य नियम नहीं। एक फ्लैट बेस प्रिंटर टेबल पर मॉडल को बेहतर रहने में मदद करेगा। यदि मॉडल बंद हो जाता है (इस प्रक्रिया को प्रदूषण कहा जाता है), मॉडल के आधार की ज्यामिति का उल्लंघन किया जाएगा, और इससे एक्सवाई समन्वय शिफ्ट हो सकता है, जो और भी बदतर है।

यदि मॉडल में एक फ्लैट आधार नहीं है या आधार क्षेत्र छोटा है, तो यह एक बेड़ा पर मुद्रित होता है - एक मुद्रित सब्सट्रेट। रॉट इसके संपर्क में मॉडल की सतह को खराब कर देता है। इसलिए, यदि संभव हो, तो इसके बिना करना बेहतर है।
3. दीवार की मोटाई
दीवारें नोजल के व्यास से बराबर या मोटी होनी चाहिए। अन्यथा, प्रिंटर केवल उन्हें प्रिंट नहीं कर सकता है। दीवार की मोटाई इस बात पर निर्भर करती है कि कितने परिधि को मुद्रित किया जाएगा। तो 3 परिधि और 0.5 मिमी की एक नोजल के साथ, दीवार की मोटाई 0.5, 1, 1.5, 2, 2.5, 3 मिमी से होनी चाहिए, और ऊपर से कोई भी हो सकता है। यही है, दीवार की मोटाई नोजल के व्यास के एक से अधिक होनी चाहिए यदि यह एन * डी से कम है, जहां एन परिधि की संख्या है, डी नोजल का व्यास है।
4. न्यूनतम ओवरहैजिंग तत्व
प्रत्येक ओवरहेनिंग तत्व के लिए, एक सहायक संरचना की आवश्यकता होती है - समर्थन। जितने कम ओवरहैंगिंग तत्व होंगे, उतने ही कम सपोर्ट की जरूरत होगी, जितना कम आपको मटेरियल और प्रिंटिंग का समय खर्च करना होगा और प्रिंट उतना ही सस्ता होगा।
इसके अलावा, समर्थन इसके संपर्क में सतह को खराब कर देता है।
इसे दीवारों के समर्थन के बिना प्रिंट करने की अनुमति है, जिसमें 70 डिग्री से अधिक का झुकाव कोण नहीं है।

5. सटीकता
XY कुल्हाड़ियों के साथ सटीकता बैकलैश, कठोरता, बेल्ट, सामान्य रूप से प्रिंटर के यांत्रिकी पर निर्भर करती है। और शौक प्रिंटर के लिए लगभग 0.3 मिमी है।
Z अक्ष के साथ सटीकता परत की ऊंचाई (0.1-0.4 मिमी) द्वारा निर्धारित की जाती है। इसलिए, मॉडल की ऊंचाई परत की ऊंचाई का एक गुणक होगी।
यह विचार करना भी आवश्यक है कि ठंडा होने के बाद, सामग्री सिकुड़ती है, और इसके साथ वस्तु की ज्यामिति बदलती है।
समस्या का एक सॉफ़्टवेयर पक्ष भी है - प्रत्येक स्लाइसर आंतरिक आयामों को सही ढंग से संसाधित नहीं करता है, इसलिए छेदों के व्यास को 0.1-0.2 मिमी तक बढ़ाना बेहतर है।
6. छोटे विवरण
छोटे विवरण FDM प्रिंटर पर पुन: पेश करने में मुश्किल होते हैं। यदि वे नोजल के व्यास से छोटे हैं, तो उन्हें पुन: उत्पन्न करना असंभव है। इसके अलावा, सतह को संसाधित करते समय, छोटे हिस्से कम ध्यान देने योग्य हो जाएंगे या पूरी तरह से गायब हो जाएंगे।
7. अड़चन
अड़चनों को संभालना बहुत मुश्किल है। जब भी संभव हो, प्रसंस्करण की आवश्यकता वाले स्थानों से बचने के लिए आवश्यक है जो सैंडपेपर या माइक्रो ड्रिल के साथ नहीं पहुंच सकते हैं। बेशक, आप एक विलायक के साथ स्नान में सतह का इलाज कर सकते हैं, लेकिन फिर छोटे तत्व पिघल जाएंगे।

8. बड़े मॉडल
मॉडलिंग करते समय, आपको अधिकतम संभव प्रिंट आयामों पर विचार करना चाहिए। यदि मॉडल इन आयामों से बड़ा है, तो इसे भागों में प्रिंट करने के लिए काट दिया जाना चाहिए। और चूंकि ये हिस्से एक साथ चिपकेंगे, इसलिए तुरंत कनेक्शन के लिए प्रदान करना अच्छा होगा, उदाहरण के लिए, "डोवेल"।
9. डेस्कटॉप पर स्थान
मॉडल की ताकत इस बात पर निर्भर करती है कि मॉडल को डेस्कटॉप पर कैसे रखा जाए।
लोड को प्रिंट परतों में वितरित किया जाना चाहिए, साथ में नहीं। अन्यथा, परतें फैल सकती हैं, क्योंकि परतों के बीच आसंजन 100% नहीं है।
इसे स्पष्ट करने के लिए, दो एल-आकार के मॉडल पर एक नज़र डालें। लाइनें प्रिंट लेयर्स दिखाती हैं।

मुद्रित भाग की ताकत इस बात पर निर्भर करती है कि परतों के सापेक्ष बल कैसे लगाया जाता है। इस मामले में, एक छोटा बल सही "जी" को तोड़ने के लिए पर्याप्त होगा।
10. फ़ाइल प्रारूप
स्लाइसर
एसटीएल फ़ाइल प्रारूप के साथ काम करते हैं। इसलिए, आपको इस प्रारूप में मुद्रण के लिए मॉडल को सहेजने की आवश्यकता है। लगभग कोई 3D संपादक स्वतंत्र रूप से या प्लग-इन का उपयोग करके इस प्रारूप में निर्यात कर सकता है।
पुनश्च:
अब आप एफडीएम 3 डी प्रिंटिंग के लिए मॉडलिंग की पेचीदगियों को जानते हैं और मुझे उम्मीद है, वे आपके लिए उपयोगी होंगे। एक अच्छा 3 डी सिमुलेशन है!